Tecnologia Integrada de Ferramentas Ativas
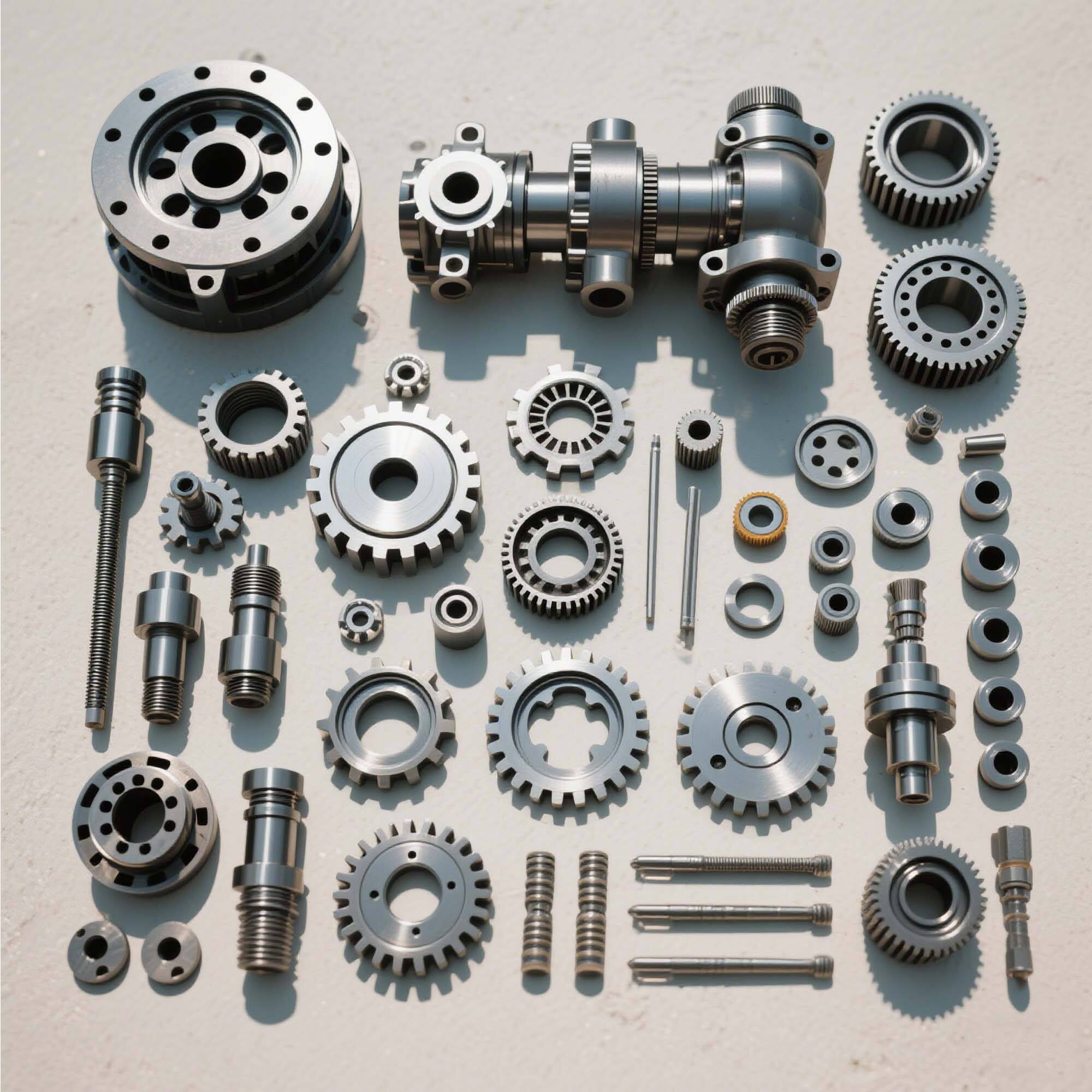
A tecnologia integrada de ferramentas ativas transforma o torno CNC em uma solução abrangente de fabricação, incorporando ferramentas de corte motorizadas que operam independentemente da rotação do eixo principal. Este recurso avançado permite que a máquina realize operações de furação, fresagem, rosqueamento e outros cortes rotativos enquanto a peça continua girando ou permanece estacionária, expandindo significativamente o leque de operações possíveis em uma única configuração. O sistema de ferramentas ativas normalmente consiste em várias estações de ferramentas equipadas com motores servo independentes e porta-ferramentas de precisão, programáveis para engajamento em posições e orientações específicas em relação à peça. Esta tecnologia elimina a necessidade de operações secundárias em máquinas separadas, reduzindo o tempo de manuseio, a complexidade de configuração e o potencial de erros de posicionamento que podem comprometer a precisão da peça. O controle sincronizado entre o eixo principal e as ferramentas ativas permite operações complexas, como furação transversal, fresagem lateral e a criação de rasgos de chaveta, faces planas e outras características que exigem relações angulares precisas em relação às superfícies torneadas. A flexibilidade de programação permite aos operadores otimizar sequências de engajamento das ferramentas, parâmetros de corte e ângulos de aproximação para maximizar a eficiência e a vida útil das ferramentas, mantendo ao mesmo tempo uma qualidade superficial excepcional. Os sistemas de ferramentas ativas suportam uma ampla variedade de ferramentas de corte, incluindo fresas, brocas, alargadores e ferramentas especiais de conformação, oferecendo a versatilidade necessária para diversas aplicações de fabricação. Os sistemas de acionamento independentes garantem velocidades e avanços de corte constantes, independentemente da rotação da peça, assegurando condições ideais de corte para cada operação específica. Essa capacidade mostra-se particularmente valiosa para peças complexas que requerem múltiplos processos de usinagem, como corpos de válvulas hidráulicas com passagens furadas transversalmente, brutas de engrenagens que necessitam de fresagem de rasgo de chaveta ou eixos que precisam de furos radiais e faces planas. O controle preciso de temporização e posicionamento garante que todas as operações mantenham relações geométricas exatas, essenciais em conjuntos onde múltiplas peças devem se encaixar com tolerâncias rigorosas. A abordagem integrada reduz os tempos totais de ciclo ao permitir a realização simultânea ou em rápida sequência de múltiplas operações, melhorando significativamente a produtividade sem comprometer os mais altos padrões de qualidade.