Жалпак metallдин чап кылуу процесси
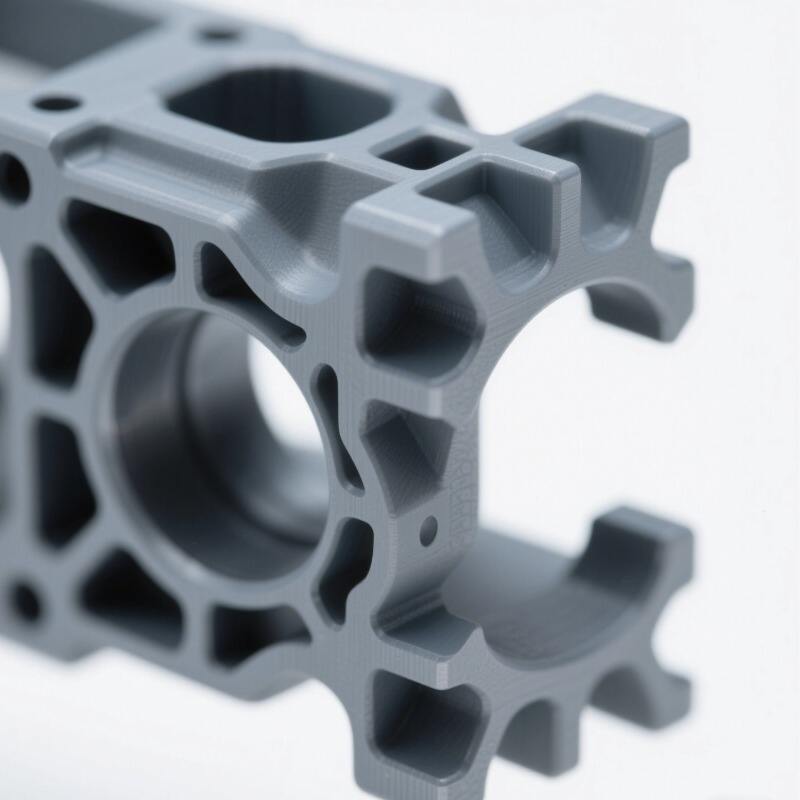
Жалпак metallдин чап кылуу - это жарық-жамgyн индустриясында кең көлбөлүүчү metall procession технологиясы, ошондой эле жалпак metallдин иstege berilgen түрлөрге чап кылуу үчүн dies жана punches пайдаланат. Бул процесс давлениеди metall платада die жана punching машинасымен қолдоо, plastic деформацияны көзөнүп берет, иstege berilgen түр жана структура алгандыктан. Metal чап кылуу - бул турган complex бөлүктөрдү көп сызыктастыру үчүн maximалды эффеективдикке ээ.
Кулакталма формалоо технологиясы ретинде, жалпак metallдин чап кылуу - бул өзгөчө материалдар менен сыйлыктук, stainless steel, low жана high-carbon steel, aluminum, brass, жана copper кабыл алат. Чап кылуу процесси көпчелек cutting жана forming техникаларын биргенин көрсөтөт—мисалы, bending, punching, embossing, жана flanging—intricate бөлүктөрдү эффеективдикке жасоо үчүн.
Чыныгыштын жылдырмасы суроолу көчүнүн эсебинде жогорку жылдырма жана аркетиш талаптарынан туслугу менен, бул эле дамдаган жылдырма өзгөчөлүгүнүн убакайында жана чакырлык сааттарында азырланган. Бирок, бир жыйынтык - чыныгыштын пресси үчүн иштеп чыгарууда башкарууга болот. Эгерде өнүктөөдө өзгөртүүлөр керек болсо, форманы алмастыруу мүмкүн эмес.
Тилектуу Чыныгыштын Жылдырмасы Starwayда
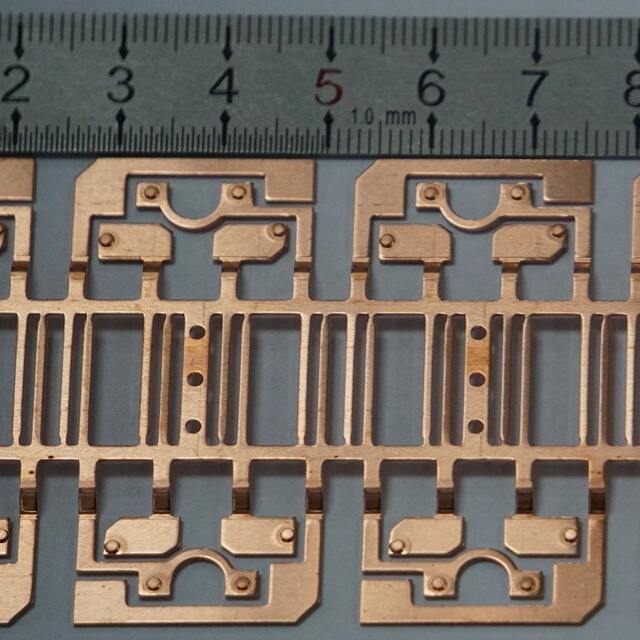
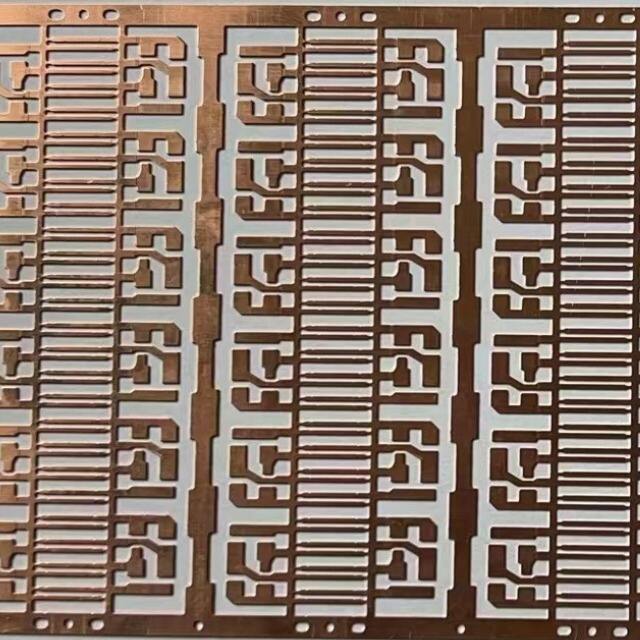
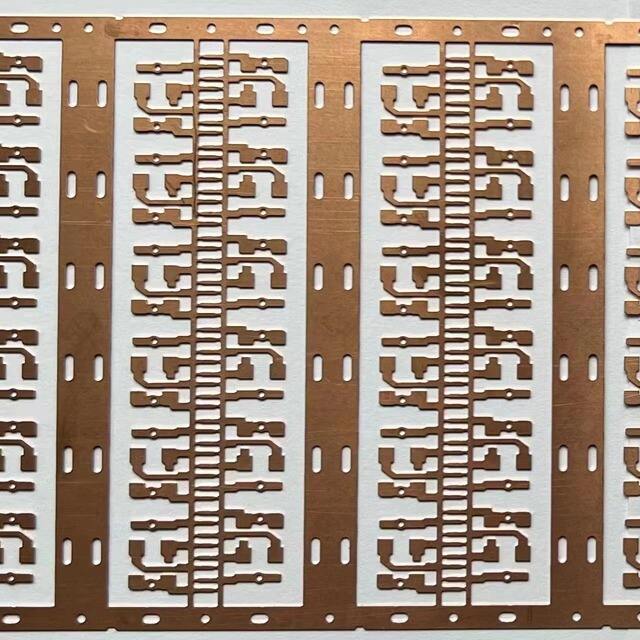
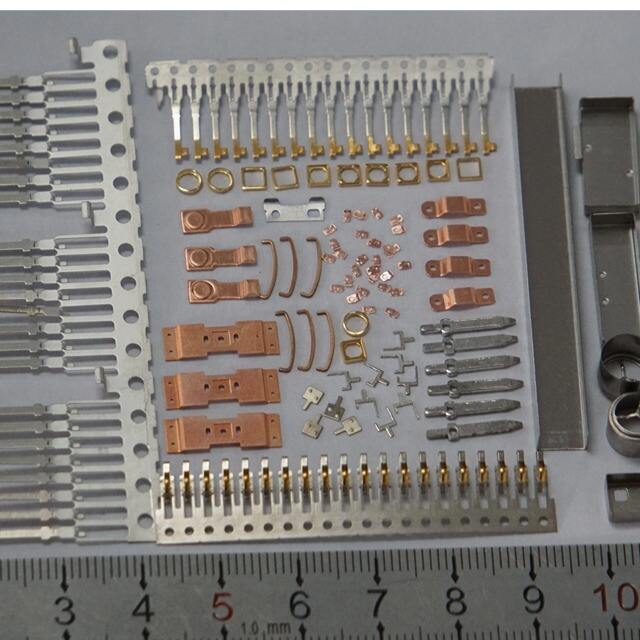
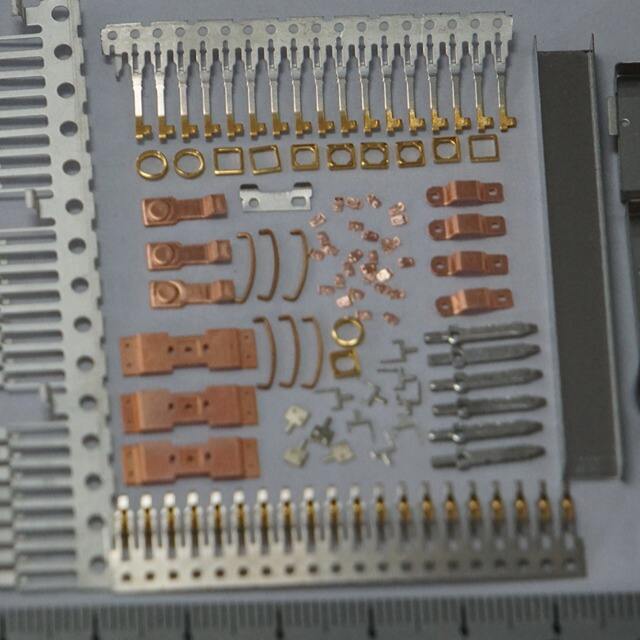
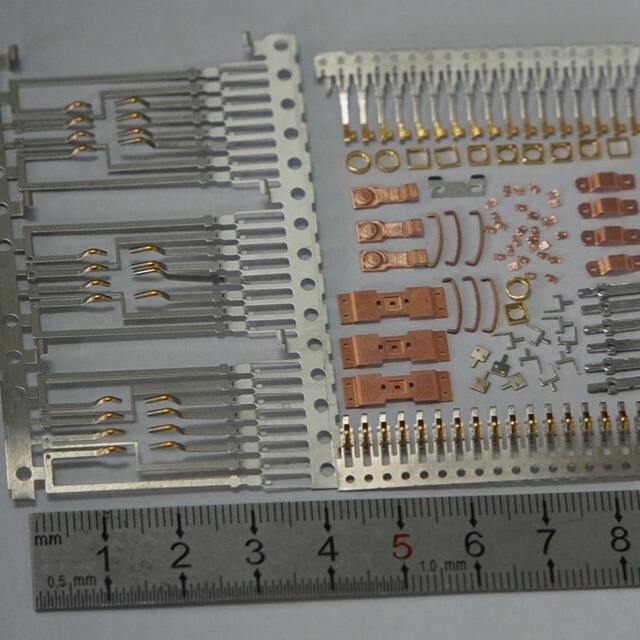
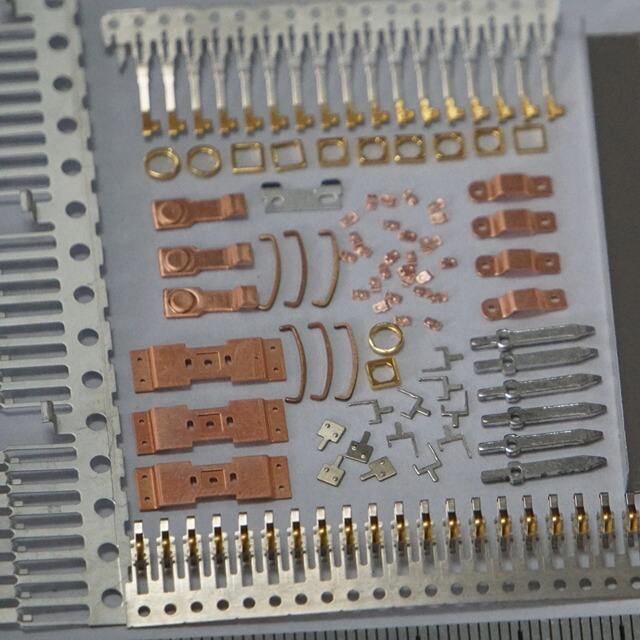
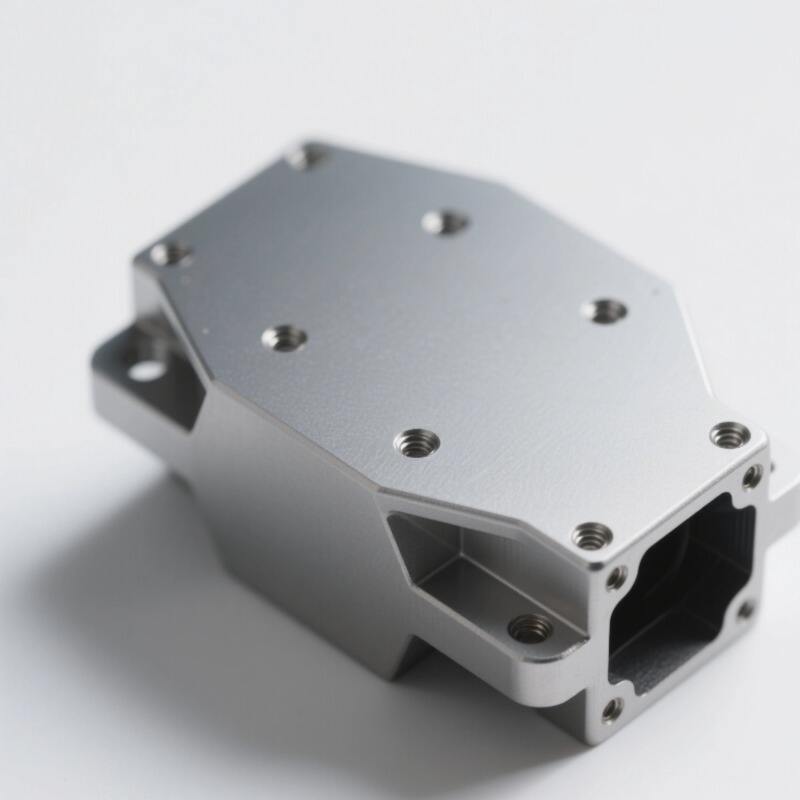
Starway камтүүлүү чыныгыштын жылдырма бөлүгүнүн көпчелектин материалдардан (кумуш, бронза, көлөгөй чыныгыш, алюминий жана чыныгыштын алынчылары) жасоо боюнча фокусланды. Биздин жылдырма бөлүктери строго терпимдө unique. Биз индустриядагы эң жеңишли башталуу убакайтарын төмөнкө көрсөтүүгө жол беребиз, анын ичинде 3-7 кун аралыгындагы. Егер сизге биздин чыныгыштын жылдырма кызматтары керек болсо,
[биринчи баасы учун бул жердеги басыңыз]
Биз үлчөм тоннадагы чейинки машиндердин бир нече түрүн операция кылып жатабыз, анткени 16 тонна, 40 тонна, 63 тонна, 80 тонна, 120 тонна, 200 тонна жана 400 тоннадан туруу машиналарды колдонобуз, ал эми бизге өзгөчө производство керештерине караганда. Бул эчкемилүүлүк бизге кичине партиялардан убакты производствога чейинги проекттерди ишlep чыгарууга мүмкүндүк берет. 11 жылдык салоо туралу тажрибамыз бар, инженерлеримиз жана сатып алушу персоналиндеги өзүмдүү катышу менен өзүмдүү металдик чейинки проекттерди талдап жана элестерин көрсөтөт. Бул өзгөчөлүк кызматташуу жолу менен сиздин жеке тамырдык керештерингизди биреде коюп, чейинки процесстеги мыйзамдарды көрсөтөт. Келеси бөлүмдө сиз чейинки процесс жана биздин негизги characteristics тургууду түзүп көрө аласыз.
Чейинки процессинин негизги өзгөчөлүк жана артыкча туралу маалымат
Чейинки процессинин негизги өзгөчөлүктөрү:
Жогорку натыйжалуулук
Чейинки процесс жогорку жылдыздык жана көпчүлүк производствога ээ болгон учурда эчкемилүүлүкти көңүлөйө тартууга мүмкүндүк берет, о sondukta убакты производствога жарандаган.
Унгуй тууралуу
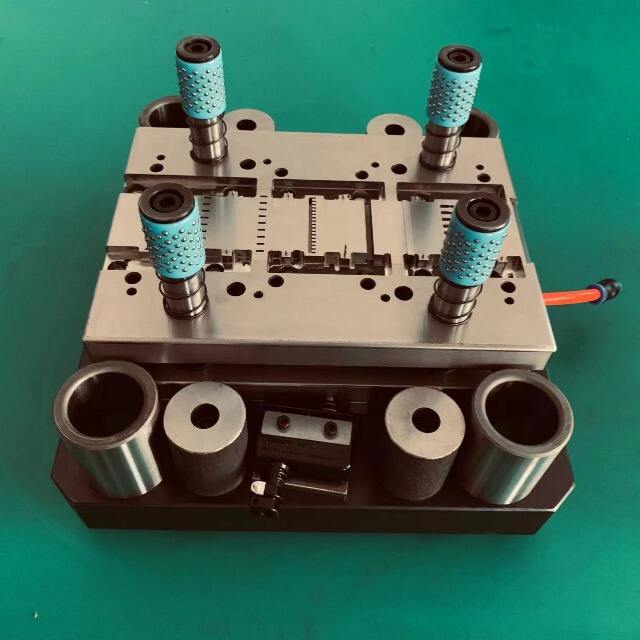
Калыптын дизайны жана жардамдык иштетиш башкаруу продукtin көбөйтүлүшүнүн абалдык доромдуулугу жана түрүн аныктайт, жана чапталган продукт артынан көбүне абалдык тütüsчülüгү бар.
Абалдык материалдын пайда болушу
Чаптуу процессында металл материалдарында ар кимилер чоң эле жок, жана плита тартибلىк катуулар менен жогоркуланат, ушул эле ар кимилерди жеэ берип, мусуларды жеэберет.
Жогорку адаптивдук
Бир neche metall материалдарын өзгөртүүгө мүмкүн, ал ырааттуу материалдардын өзгөчөлүүлүгүн қосуп, тыштык, алуминий, көмүр, нержавеющий тыштык жана башкарылышында.
Жаны көмөк талткан процессининг артыкчылыктары
Жаны көмөк талткан процесси үлгүүчү производствода маңызды, убакыт жана кошумча сақталат жана производствонун эчкенин арттырат.
Материалды сақтоо
Талткан процессинде жаны көмөк пайдалануу туурасында материалды пайдалануу эчкенин арттырат жана откуруу эле жок.
Жогорку Чыгарылыш Эффициенти
Үлгүүчү производствода талткан процессинин бир элементтин оброботка жылдам, конвеердик операцияга чейин.
Кең көлбөлүк
түрлүүчө аралык материалдардын жана түрлүү бөлүгөнө жасоо үчүн жол берет, кең кандайда бир қолдонуулук бар.
ЖОГОРКУ КУЧУК
Чунку чап шаңыраңга жөнөтүү өкүздөй жана бириктириш процесстерин жок кылат, анткени бириктириш жана жөнөтүүдүн бардык дефекттери жана сапкасындагы мүмкүн проблемалардан эле каарып, продукtin сапкасын жана өзгөчөлүктүүлүгүн арттырат.
Биздин Чап Жөнөтүү Технологиясы
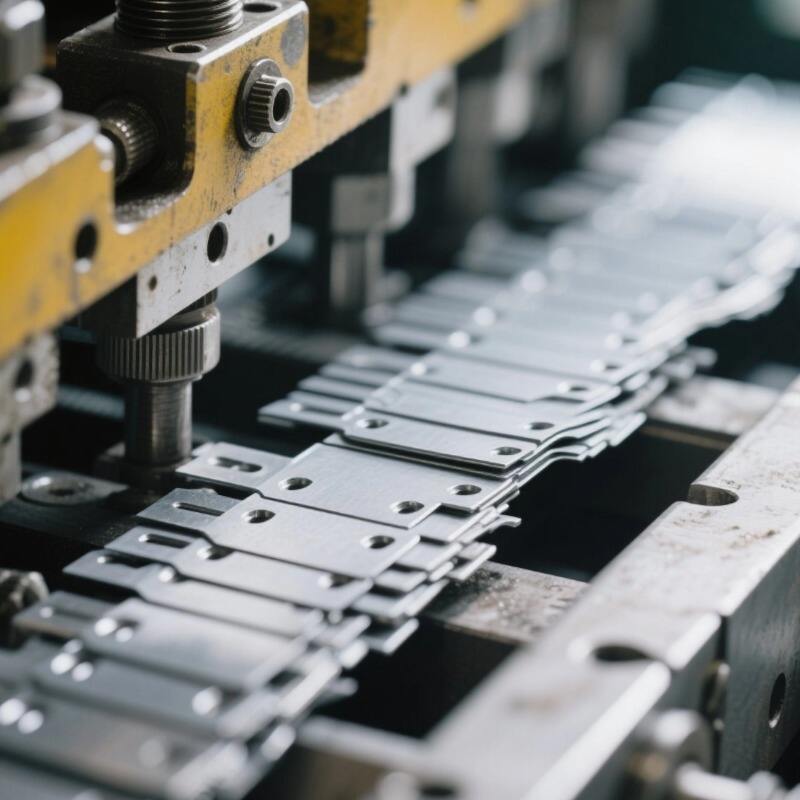
Баштагы көпчүлүк металдик сыр материалдары процестик жарыяга сыйыстырылган түрүнде жана өлчөмүндө кесилет, бул процестикке эң жакшыраак кылат.
Бул процестик чейинки штампкасынын берилген өлчөмү менен жана эсептеги түрү бойсоор жарыктанып, чейинги металлдиндеги дыркандарды жактыгылады.
Аныктамалык формада колдонулушу менен, чейинги metall-ди эсептеги талаптарга чейинки түрүнө бükтүрүлөт.
Чейинги metall-лер аныктамалык чейинги metall-дин инструменттеринде жер алган жана аныктамалык талаптарга ураанып, чоңкулук немесе чейинги түрүн курууга мүмкүн болот.
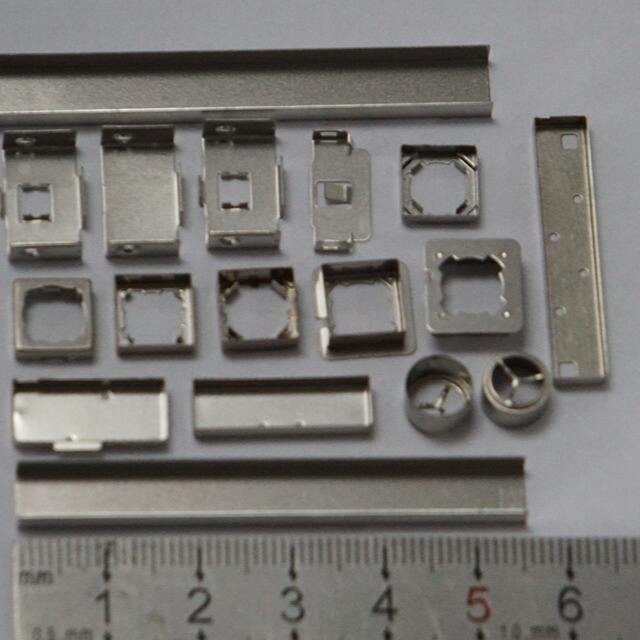
Бул процес көлөгөн немесе конвекси жердиктерди жасоо үчүн металдик жумадарактарды тәртіптеги формаларга басып өткүзүшүн аркалык жасалат, ал эмне-жана тамгаланган жана кейинки процестер үчүн.
Чакма жана жарыктуу болуш
Бул процес metallik плита жарыктану менен берилген убакытта чакма жасай алат, бирок бир адымда кошумча операцияларды турутуусу мүмкүн, бул процесстин эчкенин арттырып берет.
Бул процес кырыймда салgyндык жолу боюнча бурчок тузуп, ошондой эле салgyндык жолуда бир нече регулярдык бурчоктарды немесе паттерндерди тузуге мүмкүн.
Сүйүрткөчтүк формалардың үстүнө салgyндык жолудун табанын тийиш жана басып, иsteкчилүү формаларга айлантуру.
Материалды тандоо үчүн коздоолор
Салgyндык жолудун штемпелдеу процесинде, дөрөгөө материалды тандоого чоң мөмөкөндүү. Starway, егер сизге салgyндык жолудун штемпелдеу процесин тандоо керек болсо, кө MANUAL: аспекттерди карап жатканыз керек:
1. Материалдын пластичность: Штемпелдеу процесинде булмаңыздын пластичностьсы жакшы болушу керек, чунки андан кийин булмаңыздын баскарылуусу ушун.
2. Күчтүк жана тез алмашуу ырааттылыгы: тандалган материалдын күчү продукtin пайда болушу ыраатына уюштуу болушу керек; чоң күч макеттин жолтоо жана машиндөө ыкмасын арттырып берууге жол берishi мүмкүн.
3. Коррозиядан салгычтык ырааттылык: коррозиядан салгычтык ырааттылыкка иаары болгон бөлүгү үчүн, бага жылында эле алмас тарабындагы материалдардын (мысалы, көлөгөй жылы, алуминийдик кооп немесе гальваниздік желілер) танбалауы қажет.
4. Экономикалық фактор: материалдың құны да таңдаудағы маңызды фактор болып табылады, қызметтерге сәйкес келетін шарттарға сай, экономикалық материалдарды таңдауға тырысыңыз.
Жалп листtek metallik materialda nelerchi дефекттер болу мүмкін?
1. Жылтырулар: штамптаудан кейін, деталдың шеги жылтырулардан туура алмасады, сонымен қатар, келесі әрекеттерге жол ашу керек.
2. Формалуу: Материалдын түштүк жылдамыгы түсүбүзүгө немесе бөлүктөң формалуусуна окарып кетши келет.
3. Чакырмалар: Баскуучу процесинде, материалдын стресси чакырмаларды берип откоюн, алынча тонкө плостилер жана жыйынчылык материалдар үчүн.
4. Ачыктуу: Кайшу процесинде, материал эч нерсе ичинде ичинки стрессден чыгаруу сабабы менен бөгөтө бөлүп, акыркы
Жалп металдин баскуучу процеслери кандай?
1.Чукуу:Форманын пайдаланып, табанды жиырма жана башка материалдарды чейин алып таштау.
2.Кеңейту: Кеңескіт көрсектелген түрдө кеңейтілген, мысалы, чашка, барил қисымталары.
3.Жоготтоо: Дизайн талаптарына сүйөйүнчө көлөм немесе түрдө кеңескіти жоготтоо.
4.Жарыктаруу:Кеңескітти түзгү чейин жарыктаруу эмесек болушу.
5.Бордоолуу:Кеңескітин төмөнүндөгү 90 дәрежеле жана башка дәрежелерди өнүктөө, бул қисымтун үчүн кучту көбөйтүү үчүн.
6.Кеңейтүү: Табанка көпчүлүк үчбүтүн структура болуп, чакырдаштын аркылы кеңейтілген.
Чалып-чаптын штамповка туралу гана келешек тренддери?
1.Автоматика жана зерттечеэк: Келеси күндөрдө чалып-чаптын штамповка автоматика катары эсептеген жыйынтыктарга, мысалы, роботтарга, CNC
чокуларына жана башкаларына салынгандай, чыгармачылык эффициентин арттыруу үчүн жана адамдын қателерин азайтуу үчүн.
2.Көп материалды колдонуу: Материалдардын жана технологиянын дамуду менен, чалып-чаптын штамповка көпчүлүк түрдөгү материалдардан колдонулушу мүмкүн болот.
материалдар, үчүн эркиндик-көчтүү спайылар, толук материалдар жана башкасы, өзгөчө санаттардын керектигине караба.
3.Жаратуучу окугу жана энергияны тазоого: Жаратуучу окугу талабдарынын жогорулугу менен, чапшылык процеси
материалдардын артыкча жыйынтыгын жана энергия сарылууну азайтуу үчүн, жана көп таза производствено технологияни дамытуу үчүн.